Its the little things that matter... open top or bung top container
And I will bet someone will suggest a closed-top/bung-style container. Keep in mind that this is NOT preventing the event/failure that makes a bung top drum a safety device, but it could be a protection layer and most certainly would be considered a mitigation layer should we have an eruption from the container. When using the bung style drum, remember to ALWAYS have it vented so as to not "launch" the drum, making it a hazard. We always used the 2" bung for our hose/sparger and the 0.5" bung for our "vent". These bung drums also slow the liberation of gas/vapors from our absorbent material (usually water or caustic). So give it some consideration; it may just be the ticket for those unexpected "surges" caused by improper energy isolation or blockage breaking free in the piping. The same application is used for 5-gallon containers such as "draining oil" from a refrigeration "oil pot" where sputtering is not uncommon. But remember, VENTING is critically important. We can lay a rag over the vent to reduce splash/sputter from the opening; it can also help reduce odors and off-gassing - BUT NEVER BLOCK the vent with any mechanical device or leave it plugged/closed.
Add new comment
PRCS Fatality (O2 Deficiency)
At 5:00 p.m. on September 20, 2023, an employee entered an oil well production tank to replace a leaking valve. The employee became unconscious when he entered the confined space. The employee died of asphyxiation in the hazardous atmosphere. Limitations of EH Rated Safety Footwear
This article aligns with my previous article, "When are High-Vis garments no longer considered High-Vis?" It is in the same spirit of managing the PPE that so many workers rely on daily. And anyone who has been in safety for six months or longer can tell us horror stories of what they have seen with workers wearing and claiming some PPE is "protecting them." Although OSHA does not require EH-rated safety footwear, many employers specify this rating for certain employees who may do "electrical work." If we specify that their safety footwear carries the EH (Electrical Hazard) designation, then should we not work to maintain that designation? First, what does it mean when safety footwear has the EH designation? Here's your sign... 1910.145
We visit 25-30 facilities each year, with about 15% of those being first-time and last-time visits! And man-o-man, we see some crazy things. I may have unreasonable expectations of safety, but complying with OSHA standards that have been on the books for 50+ years should not be a battle we are still fighting today. Take basic safety signage for example. The OSHA standard on accident prevention signs and tags (1910.145) has been around since 1974, and although a lot of facilities rely on these signs as reminders to work safely or to point out specific hazards, they are often made "in-house" and fall well short of complying with the OSHA standard and a far cry from the ANSI standards ANSI Z535 series. The number of facilities and their safety personnel who are not even aware of these fundamental requirements is shocking. Then, listen to their complaints regarding the Audit/Assessment findings about how "nit-picky" we are. Sayings like "that faded sign never hurt anyone" are astounding. It is a short and easy standard to read and understand. You don't need to attend an OSHA outreach course, hire a consultant, or spend a lot of time or money to get these basics under control. Let's start with the two (2) classes of signs OSHA prescribes: (emphasis by me) EPA RMP citations @ fertilizer manufacturing facility (GMAP, DAP, and NH3 & $217K w/ $100K SEP)
Respondent operates a granular monoammonium phosphate (GMAP) process and a diammonium phosphate (DAP) process at the Facility, meeting the definition of “process”, as defined by 40 C.F.R. § 68.3. A different Respondent operates an anhydrous ammonia process at the Facility, meeting the definition of “process”, as defined by 40. C.F.R. § 68.3. The GMAP and DAP processes are located on property that is contiguous or adjacent to the anhydrous ammonia process. Further, the second respondent is under the control of or under common control of the primary respondent. From the time Respondents first had on-site greater than a threshold quantity of the Regulated Substance in a process, Respondents were subject to the requirements of 40 C.F.R. Part 68 because they were the owners or operators of a stationary source that had more than a threshold quantity of a regulated substance in a process. From the time Respondents first had on-site greater than a threshold quantity of the Regulated Substance in a process, Respondents were required to submit an RMP pursuant to 40 C.F.R. § 68.12(a) and to comply with the Program 3 prevention requirements because pursuant to 40 C.F.R. § 68.10(i), the covered processes at the Facility did not meet the eligibility requirements of Program 1 or Program 2, are subject to OSHA requirements for Process Safety Management pursuant to 29 C.F.R. 1910.119, and the GMAP and DAP processes are in North American Industry Classification System (NAICS) code 325312 and the anhydrous ammonia process is in NAICS code 325311. EPA Findings of Violation Knowing and understanding our local Fire Departments capabilities
This is the lens through which we should view EMERGENCY RESPONSE and our local FD as the "primary responders." Just because we have a local FD (paid full-time or volunteer) does not mean we have the emergency services we need! Far too often, our "assumptions" about the fire service's capabilities far outstretch their actual abilities. Regarding firefighting, rescue, and EMS, as well as response times, staffing, and equipment, we may be shocked at what our local FD can and can NOT provide. The FIRST STEP in Emergency Planning is sitting down with the FD leadership on an ANNUAL basis to analyze our needs and their abilities to provide those needs in a TIMELY manner. CLICK HERE for a great article at Fire Rescue 1
EPA RMP citations @ specialty chemicals facility (Flammables and Toxics & $1.4M)
Respondent is the owner and operator of the facility. On October 15, 2022, there was an incident at the Facility that resulted in an accidental release of approximately 17,598 pounds of Aluminum Triethyl (ATE). The Incident resulted in an on-site chemical fire at the Facility and a shelter-in-place for the surrounding community. The Respondent’s facility uses natural gas and by-products from refinery operations to produce specialty chemicals for detergents and cosmetics. The facility uses or produces several regulated flammables such as ethylene, propane, butane, propylene, ethane, hydrogen, methane, and pentane. The Respondent’s processes meet the definition of “process” and “covered process”, as defined by 40 C.F.R. § 68.3. The Respondent’s RMP program level 3 covered processes store or otherwise use a regulated substance in an amount exceeding the applicable threshold. Ethylene Oxide, Hydrogen Flouride, and Chlorine are “regulated substances” pursuant to Section 112(r)(2)(B) of the CAA, and the regulation at 40 C.F.R. § 68.3. The threshold quantity for the regulated substance, Ethylene Oxide, as listed in 40 C.F.R. § 68.130, is 10,000 pounds. The threshold quantity for the regulated substance, Hydrogen Flouride, as listed in 40 C.F.R. § 68.130 is 1,000 pounds. The threshold quantity for the regulated substance, Chlorine, as listed in 40 C.F.R. § 68.130, is 2,500 pounds. Respondent has greater than a threshold quantity of Ethylene Oxide, Hydrogen Flouride, and Chlorine in processes at the Facility, meeting the definition of “covered process” as defined by 40 C.F.R. § 68.3. EPA Findings of Violation Nitrogen cylinder catastrophically failed during refilling/pressurization
Person 1 shut off the air and nitrogen gas supplies before yelling to the workshop to call the HSE leader (nurse). Person 2, who was holding the cylinder, suffered severe injuries to his legs and one hand. Person 3 was injured when the booster pump collided with his legs, probably after parts of the cylinder had hit it. Both the injured people were quickly taken care of by the nurse and other response personnel, first at the incident site and then in the Heimdal
The direct cause of the incident was that the nitrogen gas cylinder burst during pressurization because it was probably exposed to a pressure significantly above its design level. CUI leads to 1,100 gallon Naptha release
The investigation has found that the direct cause of the leak was corrosion under the insulation in a 4" pipe for heavy naphtha from the distillation tower. The lack of inspection and repair meant that the corrosion had continued long enough for a hole to form in the pipe. Piping and equipment in a refinery can be exposed to external and internal corrosion. To monitor and repair such damage, they are inspected at specified intervals. The pipe where the leak occurred had been removed from the maintenance program by mistake in 2008. This error was discovered in 2013, but instead of being restored to the program, the pipe continued to be let out of the equipment strategy. This pipe was accordingly last inspected for corrosion under its insulation in 2004. Safety Thought of the Week... A Safety Partnership
A safety partnership is defined as: Leadership, managers, and front-line associates jointly focus on safety and proactively work together in a business entity to minimize the possibility of harm and maximize safety performance. (Cooper, 2016) Creating a genuine safety partnership means management and the workforce jointly working towards achieving common and understood safety goals, with clear and consistent communication, efficient monitoring, reporting, and decisive action to investigate blockages and take the appropriate corrective action as needed. The key drivers for developing and maintaining a safety partnership are straightforward and involve: 2018 Bologna Italy LPG Tanker BLEVE
The last vehicle in the row was a vehicle carrying paint solvents - class 3 flammable liquids – which leaked onto the road due to the impact and immediately caught fire (0.5 sec). The fire engulfed the LPG tank quickly, initially only the front and then totally. The flames continued to burn the LPG tank, and about 7 minutes a BLEVE occurred. (see pictures 3,4 in Annex 1). Because of the energy released and the overpressure and heat generated, the road infrastructure collapsed, and the neighboring structures/buildings were strongly affected (see pictures 5, 6, and 7 in Annex 1). In the end, one person died (the driver of the tank vehicle), and 95 persons were injured (all were admitted to the hospitals near the area). Among the injured persons, some police officers and emergency teams rushed to the accident area. Their timely intervention allowed for clearing the area before the explosion, thus reducing damages and saving all the other people present near the scene of the accident. CLICK HERE for the UN Report |
Partner Organizations I am proud to announce that The Chlorine Institute and SAFTENG have extended our"Partners in Safety" agreement for another year (2024) CI Members, send me an e-mail to request your FREE SAFTENG membership
Member Associations
|
 I have written many articles discussing evacuating hazardous materials from a piping system. Over my career, I learned that using an open-top container can have disastrous results. It may sound silly or petty, but when something fails in the tasks and the hazardous material erupts from the open-top container, making contact with the worker(s), you will begin to ask... is there a better way?
I have written many articles discussing evacuating hazardous materials from a piping system. Over my career, I learned that using an open-top container can have disastrous results. It may sound silly or petty, but when something fails in the tasks and the hazardous material erupts from the open-top container, making contact with the worker(s), you will begin to ask... is there a better way? 
 Two people were severely injured after a Nitrogen cylinder catastrophically failed during refilling/pressurization.
Two people were severely injured after a Nitrogen cylinder catastrophically failed during refilling/pressurization.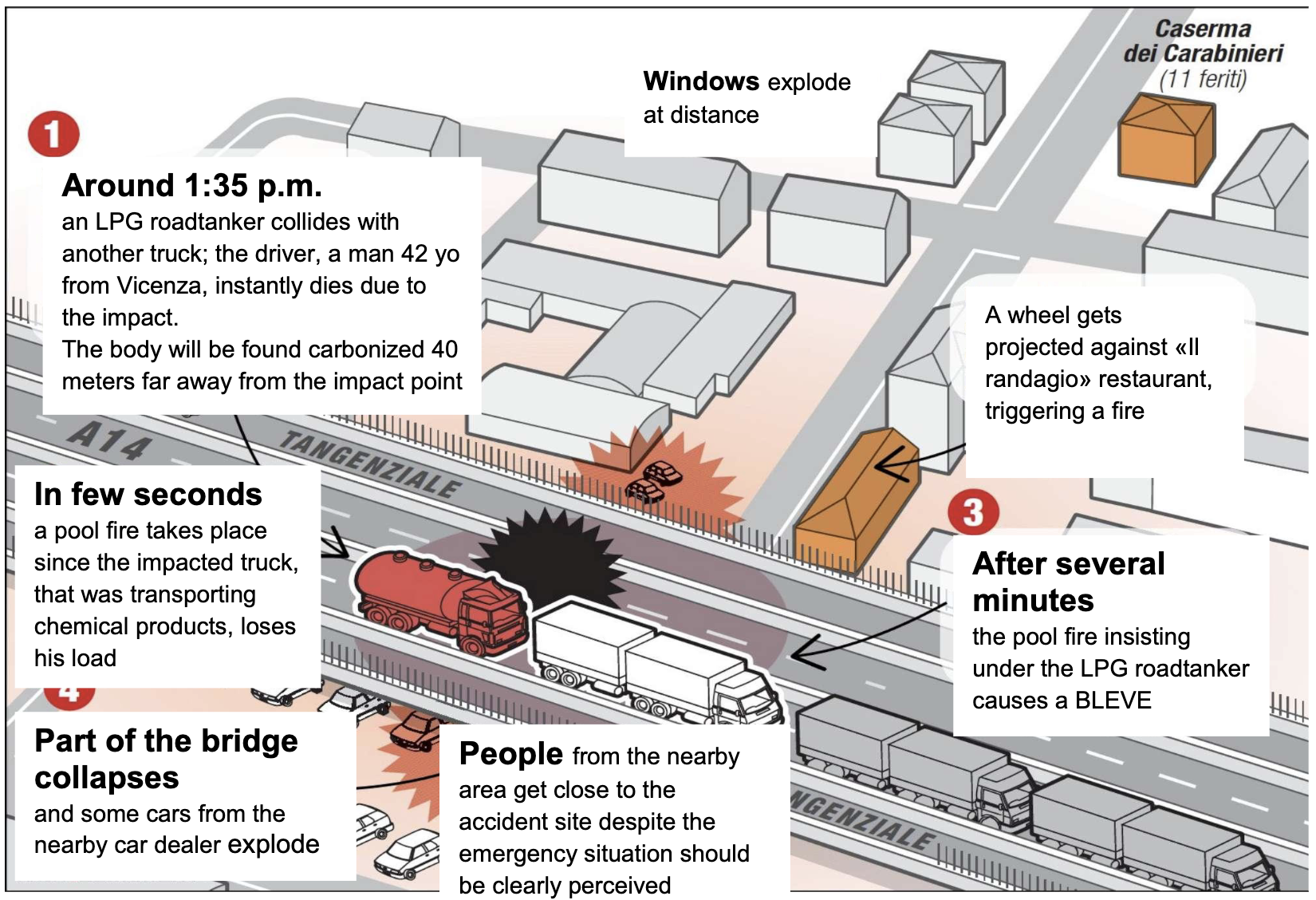 On August 6, 2018, at 1:35 pm, an event occurred at Km 4+300 of the road connection between Motorway A1 and Motorway A14 near Bologna (see picture 1 in Annex 1). The section of the road flows over an elevated structure above the urban road network below. Among the vehicles involved in the accidents, there were two ADR vehicles. A tractor with a semitrailer with an LPG class 2 tank that was traveling in the direction north, for reasons to be clarified, violently hit the column of vehicles stationary in the right lane. The driver of the LPG tank vehicle died immediately due to the impact (see picture 2 in Annex 1).
On August 6, 2018, at 1:35 pm, an event occurred at Km 4+300 of the road connection between Motorway A1 and Motorway A14 near Bologna (see picture 1 in Annex 1). The section of the road flows over an elevated structure above the urban road network below. Among the vehicles involved in the accidents, there were two ADR vehicles. A tractor with a semitrailer with an LPG class 2 tank that was traveling in the direction north, for reasons to be clarified, violently hit the column of vehicles stationary in the right lane. The driver of the LPG tank vehicle died immediately due to the impact (see picture 2 in Annex 1).