 In an ammonia refrigeration system, ammonia in a gas state is compressed from the compressor to high-pressure, high-temperature ammonia gas. The compressed gas heats as its pressurised. The hot gas enters an oil separator, where the ammonia gas and compressor oil is separated so that oil is not carried over with the ammonia gas to the coils and other components. The hot ammonia gas is directed to the coils where the refrigerant gas dissipates its heat. The ammonia gas condenses into liquid ammonia at high temperatures. The high-pressure liquid flows through the expansion valve where the ammonia immediately boils and vaporizes which causes the refrigerate effect. The low temperature low pressure ammonia gas is directed back to the compressor to complete and repeat the cycle.
In an ammonia refrigeration system, ammonia in a gas state is compressed from the compressor to high-pressure, high-temperature ammonia gas. The compressed gas heats as its pressurised. The hot gas enters an oil separator, where the ammonia gas and compressor oil is separated so that oil is not carried over with the ammonia gas to the coils and other components. The hot ammonia gas is directed to the coils where the refrigerant gas dissipates its heat. The ammonia gas condenses into liquid ammonia at high temperatures. The high-pressure liquid flows through the expansion valve where the ammonia immediately boils and vaporizes which causes the refrigerate effect. The low temperature low pressure ammonia gas is directed back to the compressor to complete and repeat the cycle.
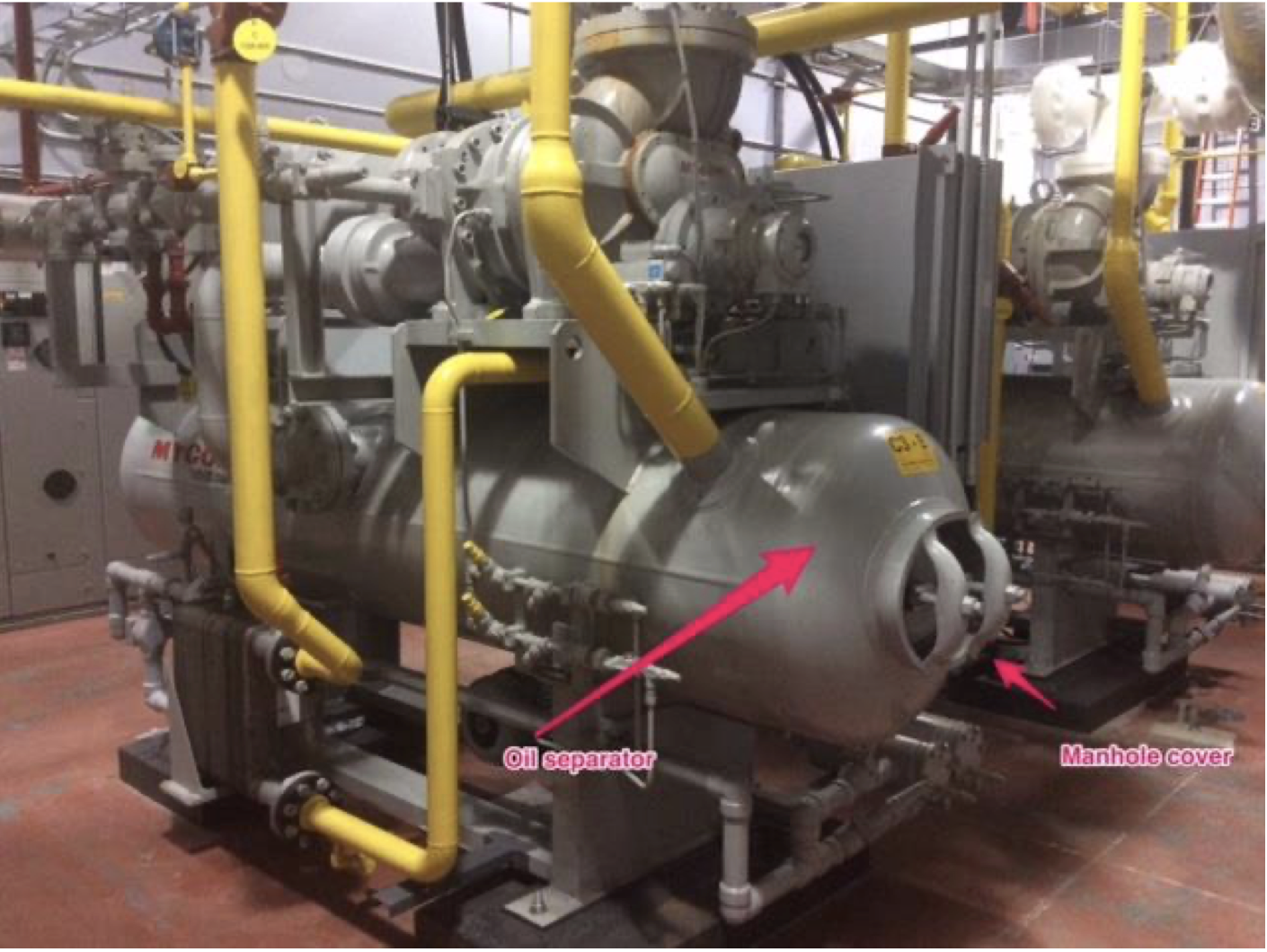
The sensors are programmed to detect an ammonia release and activate an exhaust ventilation system. The exhaust system is capable of exhausting 18 room air changes per hour. The pressure vessel (oil separator) is fitted with a manhole hatch for maintenance and inspection. A gasket is needed to provide a tight seal between the manhole cover and base metal to prevent escaping gasses from the vessel. The manhole cover is elliptical in shape and is held to the seat with two yokes and bolts.
New compressor addition to ammonia system installed in 2016, within 1 year of the installation a leak developed at the lower half of the manhole access from a factory installed gasket.
Causes and contributing factors:
It is likely that over-torquing the manhole cover against the flanged connection damaged the gasket.